


1.計劃辦法
在每扇形線芯進入絞合的前段,各加裝一副如圖示的扇形滾壓輪,以使成纜絞臺前的各扇形線芯與絞籠軸芯的相對視點堅持固定, 這種扇形滾壓輪,可適用于一切扇形或半圓形線芯,并且它不會損害線芯絕緣。圖中的詳細尺度,系由選用的軸承外徑確認。 荔灣電纜
2.原理闡明
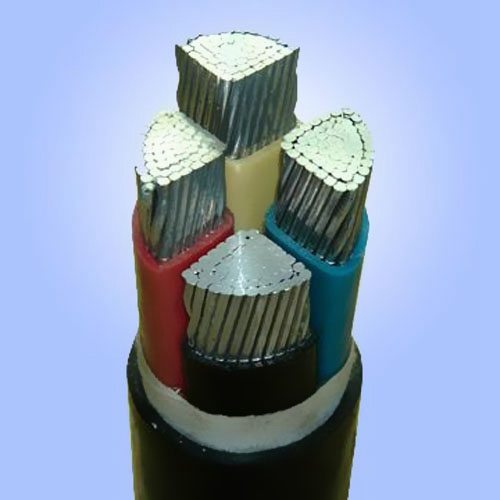
要確保扇形線芯成纜絞合后的圓整性,在每一個成纜節距內,各線芯除必須有必定的曲折外,還應改變一周。一旦線芯改變不妥,即會翻身。在各扇形線芯絞臺前,選用扇形滾壓輪來操控各線芯與絞籠軸心的相對視點,可使各扇形線芯在成纜進程中發生均勻改變,并確保在每個成纜節距內各線芯有一周的改變變形,從而使扇形線芯成纜運動符合規律。
筆者還發現,扇形線芯成纜與鎧裝電纜鋼帶繞包的原理是相同的。咱們完全能夠把扇形線芯的弧面看成是弧形鋼帶,而其它部分組成的圓正好能夠當作弧形鋼帶要繞包的纜芯。這樣的比較,能使我們從鋼帶導輪的 荔灣電纜
4.澆鑄機的水冷卻
冷卻水用于冷卻結晶輪和鋼帶。冷卻水的噴頭是通過特別規劃制造加工的。由噴頭噴出的鋼帶的冷卻水應呈碗狀,使鋼帶冷卻較均勻。冷卻結晶輪的冷卻水,由噴頭噴出時應呈扇形狀。這些冷卻水首要冷卻結晶輪截面的四周,從而就決議了澆鑄時鑄坯的散熱方向和鑄坯內部柱狀晶的構成方向。
冷卻水共有8個區域,即鋼帶1區、鋼帶2區I結晶輪l醫、結晶輪2醫,結晶輪的兩個側邊冷卻區; 壓輪處冷卻醫, 脫模器冷卻區。重要的冷卻區為鋼帶l區、結晶輪l醫和壓輪處冷去區,這三個冷卻區決議了鑄坯內部質量的好壞其他冷卻區域是控翩鑄坯的進軋溫度、結晶輪溫度及鋼帶溫度。在一般狀況下,鋼帶l區和結晶輪I區的冷卻水壓力操控在0.1MPa左右,其它區域操控在0.2MPa左右,可根據實踐出產狀況進行調整。效果中得到啟示,去知道安裝扇形滾壓輪的可能性和重要效果。 荔灣電纜
3.運轉操作
(1)扇形滾壓輪視點的調整 3對滾壓輪所組成的8個扇形, I假如都往絞籠軸心平移,其組合應接近于一個圓。成纜絞臺時,以扇形線芯在扇形滾壓輪中處于正對方位,不受過大的揉捏為準。扇形滾壓輪設備應可調理視點。
(2)預扭的調整以使扇形滾壓輪前后的扇形線芯處于天然方位、不受過大的扭力為準。
(3)正常運轉操作在正常出產成纜進程中運用扇形滾壓輪,可不受在放線盤中的
扇形線芯視點朝向的影喻,不受尉形線芯長度的約束,它在不運用預扭設備及不變化瑚形滾壓輪視點狀況下可根絕翻身。整個調理進程最簡略的辦法是:先橙開痢形滾壓輪,運用預扭設備出產;開順后(只需出產2~3個節距長度)再按(1)和(2)所述辦法別離調整,并固定扇形滾壓輪視點和調整預扭,隨即可開端正常高速成纜出產。 荔灣電纜
